Объяснение материалов и свойств быстрорежущей стали.(2)
ОСОБЕННОСТИ ТЕРМООБРАБОТКИ HSS СТАЛИ И МЕТОДЫ ЕЕ УЛУЧШЕНИЯ

Термическая
обработка HSS сталей позволяет усовершенствовать структуру материала и
соответственно его свойства.
Обычно при
производстве изделий из быстрорежущей стали используют следующие методы термической
обработки:
1. Отжиг.
Производство
инструмента из HSS связано с прокаткой и ковкой, что влечет повышенную
твердость и внутреннее напряжение материала. Отжиг убирает напряжение
материала, повышает обрабатываемость сплава и способствует лучшей последующей
закалке.
Стандартно
отжиг на производствах происходит так – изделия постепенно и равномерно
прогревают в печи при температуре от 200-300° C до ~ 850-900° C. При этом
повышение температуры до максимальной величины происходит со скоростью 150-200
градусов в час. Передерживать сталь при отжиге нельзя. Затем материал также
постепенно охлаждают – сначала снижают температуру в печи до 650°, затем
вынимают изделие и оставляют до полного охлаждения в помещении при комнатной
температуре.
Чтобы
концентрация углерода в стали не уменьшалась, запекают изделия в закрытых
ящиках.
Заводы при
изготовлении небольшой партии заготовок используют изотермическую обработку,
она требует меньше времени. Изделия кратковременно нагревают до 880-900
градусов Цельсия, затем на 2-3 часа помещают в температуру не более 720-730
градусов. После изделия охлаждают в печи сначала до температуры ≤ 400-450°C, а
после остужают на открытом воздухе.
После
отжига изделий из HSS требуются механическая обработка и завершающие этапы
термообработки: закалка и отпуск.
1. Закалка
Закаливание
быстрорежущей стали осуществляется при температуре 1300° C и выше. Закалка
нужна для придания материалу красностойкости. Однако нельзя превышать
температурный предел во избежание оплавления и зернистости материала.
1. Отпуск
Во время
закалки происходит так называемый отпуск. Материал многократно охлаждается до
температуры 550-560 градусов. Отпуск проходит интервалами, с промежутком в 1
час. Во время отпуска и закалки аустенит переходит в мартенсит. Когда материал
остывает до 100-200°C, возникает мартенсит. Дополнительный плюс – уходит
внутреннее напряжение после закалки.
Для
экономии времени на производствах чаще всего выполняют ускоренный отпуск HSS
стали при повышенных температурах.
МЕТОДЫ
УЛУЧШЕНИЯ ХАРАКТЕРИСТИК ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ
Чтобы
сверла, зенковки и прочие режущие изделия стали более твердыми, стойкими к
ржавчине и износу, их дополнительно обрабатывают, используя методы
химико-термической обработки. При нагревании изделий в определенной жидкой или
газовой среде нужные вещества проникают в атомную кристаллическую решетку
железа.
1. Азотирование – поверхность насыщают азотом
в газовой среде (80% азота и 20% аммиака либо 100% аммиак). За 10-40 минут при
температуре 500-600°C поверхностная оболочка укрепляется.
2. Цианирование – насыщение цинком
поверхности в газовой или жидкой среде. Может проходить при высоких и средних
температурах, длится от 5 до 45 минут. Высокотемпературный процесс проходит при
t 800-900°C, низкотемпературный при 500-600 градусах. Насыщение поверхности
инструмента цинком придает ему отличную стойкость к износу.
3. Сульфидирование –
насыщение изделий серой в течение 2-3 часов. Материал нагревают в
серно-азотистых солях при t 550-600°C. Процесс также повышает
износостойкость режущих кромок.
МАРКИ, РАЗНОВИДНОСТИ БЫСТРОРЕЖУЩЕЙ СТАЛИ
По
химическому составу быстрорежущие стали разделяются на три основные группы:
· С
высоким содержанием вольфрама (T)
· Молибденовые
(M)
· Высоколегированные
стали

В советской и российской маркировке стали из
быстрореза обозначаются русскими буквами, где ?Р? ?rapid steel? — быстрая
сталь (при этом цифра после ?Р? обозначает процент содержания вольфрама, а сама
буква ?В? не указывается). После буквы Р следуют буквы М (молибден), Ф
(ванадий) и/или К (кобальт) с цифрой, которая обозначает % содержания
молибдена, ванадия и кобальта. Например, популярная сталь Р6М5 ?говорит? о том,
что в сплаве есть 6% вольфрама и 5% молибдена. Содержание углерода, хрома и
других элементов в маркировке обычно не указывают.
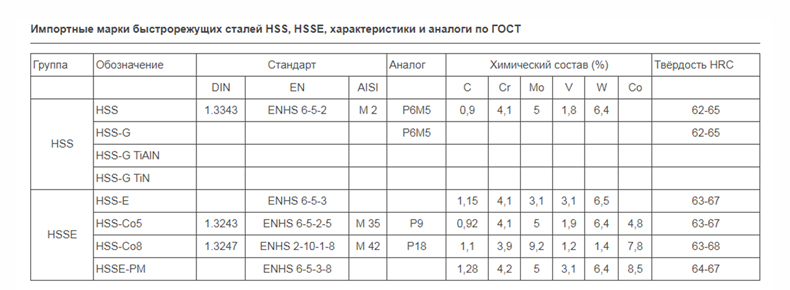
В иностранной
маркировке обычные быстрорежущие стали обозначаются аббревиатурой HSS,
кобальтовые – HSS-E, HSS-Co. Что касается ?маркировки? Super HSS – то не стоит обращать на нее внимание, это обычный маркетинговый
ход.
Таблица с наиболее
распространенными марками HSS стали и ее отечественными аналогами: